-
 WhatsApp: +86 19941574798
WhatsApp: +86 19941574798
-
 sale06@kfqizhongji.com
sale06@kfqizhongji.com

Urethane wheels for mining suspended transport deliver high traction, anti-static safety, and flame retardance to eliminate slippage and underground explosion risks.
In underground mining operations, efficiency and safety rely heavily on auxiliary transport systems. Among these, suspended monorail transport systems have become the lifeline for moving heavy equipment, materials, and personnel through steep, narrow, and undulating tunnels. At the heart of these powerful locomotive systems are the drive and friction wheels. While traditional rubber or steel wheels fail under the extreme conditions of underground mines, heavy-duty polyurethane (urethane) wheels have emerged as the industry standard.
Here is a deep dive into why high-performance urethane wheels are essential for mining suspended transport and how they optimize underground logistics.

The Harsh Challenges of Mining Suspended Monorails
Suspended transport locomotives operate in some of the most unforgiving environments on Earth. Unlike surface warehouse AGVs or cleanroom stackers, mining wheels must constantly endure:
1. Extreme Slopes & High Load Capacities: Locomotives must haul tons of gear up and down steep inclines, requiring exceptional wheel load capacity and zero deformation.
2. Slippery, Harsh Track Conditions: High humidity, constant moisture, coal dust, iron ore grit, and occasional oil grease coat the I-beams (steel tracks), leading to severe friction loss.
3. High Internal Heat Build-up: Continuous heavy-load operation causes lower-quality polymers to generate massive internal friction heat, leading to premature delamination (bond failure between the steel core and the urethane tread).
Why Polyurethane Outperforms All Other Materials
To tackle these challenges, custom-formulated polyurethane is the ultimate material choice, offering a unique bridge between the elasticity of rubber and the strength of steel.
1. Maximum Traction and Friction Coefficient: Unlike steel-on-steel contact which easily slips, or rubber which wears out instantly, specialized mining urethane wheels provide an optimized friction coefficient. Even on wet, dusty steel beams, they deliver the high clamping and driving force needed to prevent dangerous slippage during climbing or emergency braking.
2. Exceptional Load-Bearing with Minimal Heat Build-Up: Heavy-duty polyurethane wheels (typically rated at 93 Shore A to 95 Shore A hardness) can support immense weight without permanent flat-spotting. By using advanced prepolymer formulations, these wheels minimize internal heat generation under high-frequency cyclic loading, preventing catastrophic blowouts underground.
3. Superior Hydrolysis and Chemical Resistance: Underground mines are notoriously damp. Premium mining-grade urethane wheels are explicitly engineered to resist hydrolysis (water degradation) and chemical corrosion from acidic mine water, ensuring the wheel tread won't crack, soften, or flake off over months of wet exposure.
4. Safety First: Anti-Static and Flame Retardant Properties: For hazardous environments like underground coal mines, safety is non-negotiable. Top-tier polyurethane wheels are formulated with specialized conductive and flame-retardant additives to meet strict mining safety standards, preventing static sparks that could trigger gas explosions.
Key Structural Adjustments for Optimal Performance
A great mining wheel isn't just about the chemical formula; it’s about precise mechanical engineering. Key design features that extend the lifespan of suspended transport wheels include:
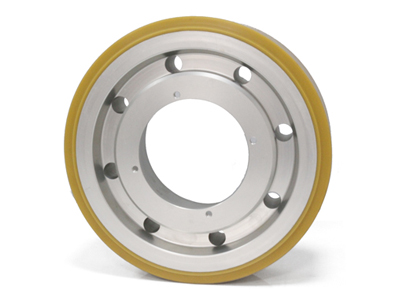
1. Advanced Bonding Technology: Utilizing elite hot-bonding agents combined with aggressive grit-blasting on the steel or cast steel cores ensures the urethane-to-metal bond strength exceeds the tear strength of the polyurethane itself.
2. Optimized Tread Thickness: Controlling the polyurethane tread thickness (typically between 15mm to 25mm) ensures the perfect balance between shock absorption and efficient heat dissipation.
3. Custom Tread Grooves: Depending on the moisture levels of the mine, wheels can be engineered with custom tread patterns to channel away water and slurry, maintaining direct contact with the track.
Conclusion: Lower Maintenance, Higher Uptime
Investing in premium polyurethane drive, guide, and load-bearing wheels for your mining suspended transport systems directly translates to fewer unexpected breakdowns, lower maintenance costs, and a safer underground working environment.
Whether you are retrofitting an existing monorail locomotive fleet or manufacturing next-generation mining transport equipment, choosing the right polyurethane engineering partner is the key to keeping your operations moving smoothly.










Custom Polyurethane Wheels for Mining Monorail Locomotives & Cranes
none