-
 WhatsApp: +86 19941574798
WhatsApp: +86 19941574798
-
 sale06@kfqizhongji.com
sale06@kfqizhongji.com

Polyurethane Drive Wheel Casting Process Analysis
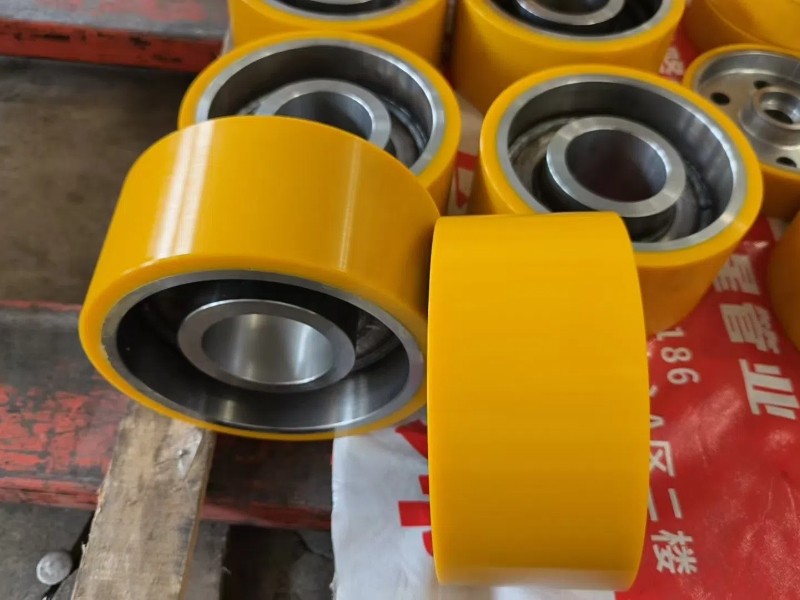
In modern industrial automation equipment, polyurethane drive wheels are widely used in AGV, logistics transportation, heavy-duty equipment and other fields due to their excellent wear resistance, load-bearing and impact resistance.
In modern industrial automation equipment, polyurethane drive wheels are widely used in AGV, logistics transportation, heavy-duty equipment and other fields due to their excellent wear resistance, load-bearing and impact resistance. Among them, the 90A hardness grade polyurethane drive wheel has become the first choice for high-frequency use scenarios with its excellent durability and elastic balance.

The quality of a high-performance polyurethane wheel depends not only on the raw materials but also on the refinement of its manufacturing process. This article will deeply analyze the casting process of the 90A polyurethane drive wheel and highlight its key technical features.
Polyurethane casting drive wheel process
1. Metal wheel core surface treatment
Polyurethane must be firmly coated on the wheel core. The first step is to treat the surface of the wheel core:
Sandblasting roughening: increase the surface area and enhance the mechanical locking force;
Cleaning and degreasing: remove impurities such as oil, water, etc. that affect bonding;
Brushing primer: Use a special polyurethane adhesive to form a strong chemical bond connection.
Outstanding features:
Triple treatment ensures strong bonding between the polyurethane and metal wheel core to prevent delamination during operation.
2. Raw material ratio and pretreatment
To achieve 90A hardness, the polyurethane raw materials need to be strictly proportioned:
Select polyether/polyester prepolymer + chain extender;
Precise weighing and metering to ensure consistent reaction of each batch;
High temperature dehydration and vacuum degassing to prevent bubbles and improve the density of finished products.
Outstanding features:
Material dehydration and degassing treatment improve structural strength and extend service life.
3. Casting and overmolding
Use two-component high-pressure casting equipment to inject the mixed polyurethane material into the preheated mold to coat the wheel core:
Mold constant temperature control (usually 60-80°C);
Fast infusion to avoid cold wiring and delamination;
Uniform coating, tightly fitting the wheel core and rim structure.
Outstanding features:
High-pressure infusion process ensures dense structure, very few bubbles, and strong consistency of finished products.
4. Heat curing and post-processing
After the polyurethane is poured, it needs to be cured to achieve the final performance:
Heat curing furnace curing (usually at a temperature of about 100°C, 8-12 hours);
CNC machining of wheel surface size to improve balance and concentricity;
Surface inspection and hardness testing to ensure stable product quality.
Outstanding features:
High post-processing accuracy, up to ±0.05mm, to ensure that the drive wheel runs smoothly without jitter.
Performance advantages of 90A polyurethane drive wheel
Medium and high hardness: Shore 90A, taking into account wear resistance and buffering performance
Strong adhesion: professional primer system, anti-delamination, anti-crack
High load capacity: suitable for medium and large AGV, transport vehicles and other heavy-duty scenes
Low noise and smooth operation: high-precision processing + elastic material, effective noise reduction
Wear and tear resistance: service life is significantly higher than traditional rubber wheels or nylon wheels
High-quality 90A polyurethane drive wheels are inseparable from rigorous casting technology and high-standard manufacturing processes. From raw material processing to finished product processing, every link determines the final performance and durability of the wheel. For users who have strict performance requirements, choosing a manufacturer with mature casting technology and quality management capabilities is the key to ensuring stable and efficient equipment operation.
If you need to customize polyurethane wheels or learn more about the technical details of the casting process, please contact Philson manufacturers for professional support and solutions.









Analysis of the Causes of Cleanroom Stacker Polyurethane Wheel
Polyurethane Forklift Wheels for Warehousing Pallet Handling