-
 WhatsApp: +86 19941574798
WhatsApp: +86 19941574798
-
 sale06@kfqizhongji.com
sale06@kfqizhongji.com

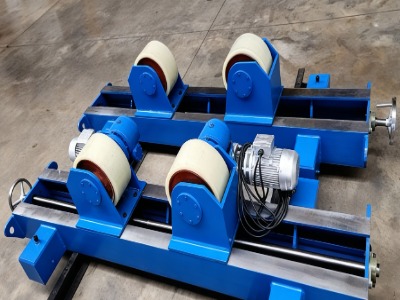
A sophisticated manufacturing process that merges high-performance material science with precision engineering to create heavy-duty polyurethane wheels capable of withstanding extreme loads and harsh industrial environments.
When faced with extreme loads and harsh environments, heavy-duty industrial polyurethane (PU) wheels have become the industry gold standard, offering physical properties that far surpass rubber or nylon.

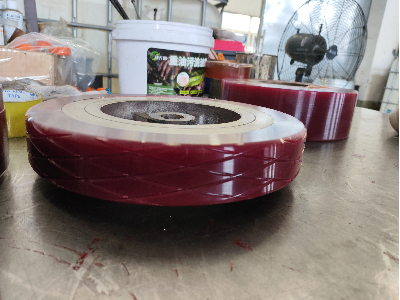
The creation of a high-quality PU wheel is not a simple pouring process; it is a sophisticated convergence of material science and precision engineering.
Material Selection: Molecular-Level Customization
Superior performance begins with the precise formulation of isocyanates and polyols.
1. Optimized Formulations: Depending on the application, additives such as anti-aging agents and flame retardants are integrated to ensure the elastomer remains stable against UV degradation or high temperatures.
2. High-Performance Systems: For ultra-high load requirements, we utilize NDI or MDI prepolymer systems to enhance the molecular backbone, significantly increasing tear resistance and longevity.
| Diisocyanate | PPDI System | NDI System | MDI System | TDI System |
| Hardness / Shore A | 90 | 90 | 90 | 90 |
| 100% Modulus / MPa | 9 | 9 | 10 | 10 |
| 300% Modulus / MPa | 12 | 13 | 25 | 20 |
| Tensile Strength / MPa | 52 | 52 | 46 | 40 |
| Elongation at Break / % | 715 | 631 | 630 | 540 |
| Tear Strength / kN·m⁻¹ | 143 | 140 | 110 | 96 |
| Rebound / % | 62 | 62 | 40 | 32 |
| Vicat Softening Point / °C | 173 | 170 | 145 | 140 |
| Compression Set / %, 100°C 24h | 28 | 28 | 48 | 54 |
| Compression Set / %, 120°C 24h | 48 | 49 | 73 | 77 |
| tan δ, 100°C | 0.014 | 0.02 | 0.073 | 0.066 |
Core Treatment: The Secret to Zero Debonding
The bonding strength between the polyurethane and the metal core determines the service life of the wheel.
1. Precision Cleaning: Removing all traces of oil and contaminants from the high-strength steel or alloy core.
2. Sandblasting: A critical step where the metal surface is roughened to increase the microscopic surface area, ensuring maximum mechanical adhesion.
3. Adhesive Application: A high-performance bonding agent is uniformly applied to the pristine metal surface, creating a robust "bridge" for the subsequent coating.
Precision Casting and Controlled Curing
The reactive liquid mixture of prepolymer and curing agents is injected into specialized molds under strictly controlled conditions.
1. Thermal Regulation: Molds are preheated, and the curing process takes place within a precise temperature range of 80°C–120°C.
2. Vacuum Degassing: This ensures the elimination of micro-bubbles, preventing structural cracks or failures during high-load operations.
Secondary Vulcanization: Defining Durability
After the initial molding, the wheels undergo a critical post-curing (vulcanization) phase. Extended heat treatment allows the chemical chains to complete their cross-linking, forming a stable 3D network. This stage defines the wheel’s compression set, elastic recovery, and long-term wear resistance.
Stringent Testing: The Quality Benchmark
Performance is verified through rigorous post-processing and inspection.
1. Surface Finishing: High-precision grinding and trimming ensure minimal radial runout, resulting in quieter and smoother operation.
2. Hardness Calibration: Strict Shore A/D hardness testing ensures the product meets specific application requirements.
3. Fatigue Testing: Batch samples undergo simulated load tests to verify durability under abrasive and high-impact conditions.
Conclusion
From a single molecule to a wheel capable of supporting several tons, the production of heavy-duty polyurethane wheels demands absolute manufacturing discipline. In today’s era of automation and high-efficiency logistics, choosing wheels backed by professional engineering is not just about equipment stability—it is a strategic investment in safety and long-term operational cost control.









none
Polyurethane vs. Rubber Wheels: The Comparison Guide